Hi, wo der Jumper hingehört weiss wohl nur der Entwickler (mal Spaß bei Seite).Dirk.B wrote: ↑Mon Apr 05, 2021 6:03 pm Hallo
...Oder würde was dagegen sprechen(weis nur noch nicht genau wo der Jumper hin gehört)
Habe mir auch ein Screw Shield bestellt ich denke das macht das Verkabeln um einiges leichter
Viele Grüße Dirk
Im Youtube Video der Tante ist der Jumper auf den gleichen Pins wie auf dem
Foto vom Verkäufer:

Meine künstlerische Ausarbeitung...
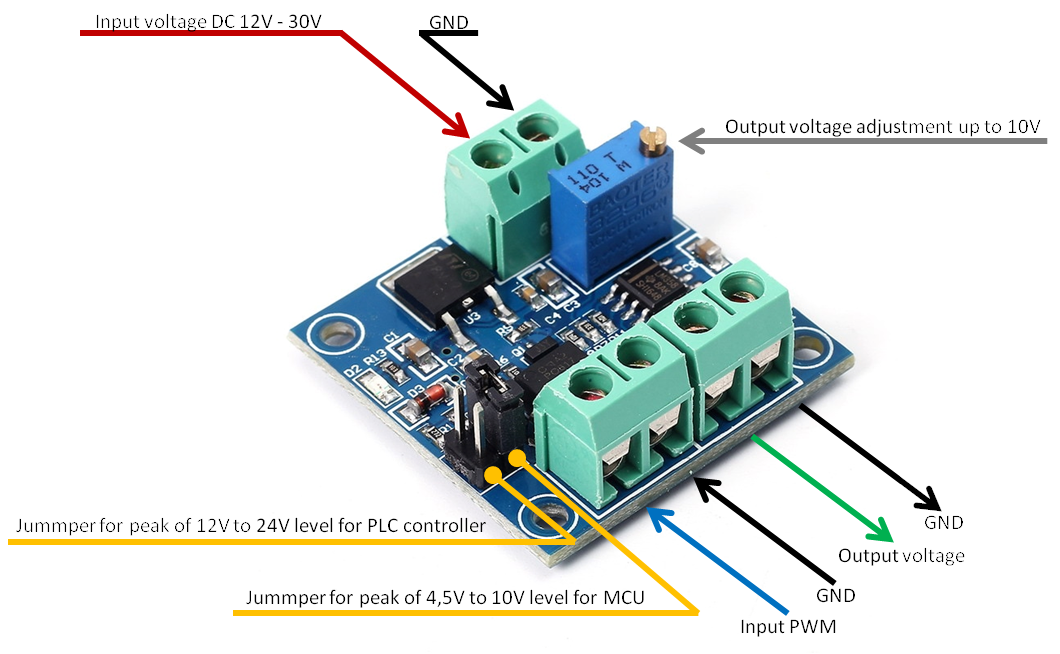
So wie ich das verstanden habe soll der PWM zu Volt Converter das PWM signal in 0V bis 10V, umwandeln und
somit einen Potemtiometer imitieren. Die Jumperstellung wie in den beiden Abbildungen gezeigt, erlaubt eine
PWM Eingangsspannung von 4,5V bis 10V wird der jumper umgesteckt erlaubt es eine Eingansspannung von
12V bis 24V. Über das blaue Potentiometer wird die Ausgangsspannung eingestellt, also 10V für den BLDC...
Das ist der Hersteller mit den entspsprechenden Infos: https://www.icstation.com/voltage-conve ... 12498.html
Was mir hier aufgefallen ist (PWM Module verklemmen.JPG), das PWM Drehspannungsmodul wird auf der Abbildung mit den 10V vomDirk.B wrote: ↑Mon Apr 05, 2021 6:03 pm Hallo
Danke für eure Tipps und suchen für mich
Habe jetzt PWM Drehspannungsmodul und Digitales Konverter-Modul bestellt.
Werde das ganze mal so Testen
PWM Module verklemmen.JPG
Oder würde was dagegen sprechen(weis nur noch nicht genau wo der Jumper hin gehört)
Habe mir auch ein Screw Shield bestellt ich denke das macht das
Verkabeln um einiges leichter
Viele Grüße Dirk
BLDC versorgt, das ist nicht so gut. Weil das PWM Drehspannungsmodul einen Widerstand hat und dort die Voltzahl abfallen wird, somit
kann es dann keine 10V nach der Konvertirung ausgeben, ausserdem haben wir noch den Spannungswandler 78M12. Auch der Hersteller
gibt eine Versorgungsspannung von mindestens 12V an (besser gleich mit 24V bestromen und einen Kühler auf 78M12 packen). Hoffe dass
jemand dies bestätigen kann denn ich habe um ehrlich zu sein von Elektronik nicht so viel Ahnung.
Drücke die Daumen und hoffe das dass alles so wie vorgesehen klappt!